自動測定 vega
2004.09.17
2009. 9.29 改
2009.11.19 改
自動測定は、掲示板の書き込みにあるように、かなり安定に使用できるようになりました。
平行度がずれていてもX制御を使えば、いきなり測定しても、それなりに測定できるかもしれません。
精度アップは、色々な条件での試行錯誤と工夫が必要のようです。
測定精度(再現性)は、是非 1/100mm を目指して欲しいものです。
【注意】
① XYステージの動きとナイフの入る方向は下記が前提です。
1. Y方向(前後の動き)は、マイナス方向が鏡に近づく方向。
2. X方向(左右の動き)は、プラス方向がナイフが右に動く方向で、より深くカットする方向。
②
デジタルフィルター(モアモア対策)は必ず指定します。
③
平均化は、レベル4を強く推奨。(レベル2でも、問題ないようです)
④
XYステージの移動方向と光軸は極力調整して下さい。
ナイフ位置を前進しても中心の輝度の変化が少なくなるように。
(2009.11.18 X制御を使えば失敗が少なくなるようです)
⑤
中心側の焦点距離が短い場合は、方式1、方式2、方式3を使用します。
中心側の焦点距離が長い場合(扁球面(ライトシュミット等))の測定する場合、方式4を使用します。
⑥
面にリングがある場合は、測定できない場合があります。
又カセのように鏡面の中心を抜き石膏で固めた場合、輝度グラフにディップができその部分は測定できないので
これより内側の範囲は測定の対象外にするか、石膏部分が測定ゾーンにかからないようにしてください。
⑦ バックラッシュ補正では、「一方向からの位置決め」を必ず選択して下さい。
バックラッシュがないとされる駆動系も、最初は入れておき測定精度が最大限上がった後、外して両者を比較してください。
Y軸は/100mm、X軸は、1/1000mmのバンクラッシュでも測定に影響すると思います。
⑧ X軸制御を使用して下さい。 輝度変化による測定の失敗を防止できます。
(1) 測定ゾーン数
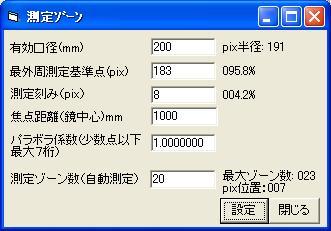
測定時間の許す限りなるべく多したいところです。
ゾーン位置が中心に近くなるとコントラストが低下し、輝度グラフの極大極小が小さくなってきます。
輝度グラフの極大極小が無くなるゾーンは測定できませんからここは、測定の対象外にします。
マニュアルで測定可能な位置(ゾーン番号)を確認し、必要なら測定ゾーン数を減らして下さい。
この操作をしないと、測定時間が多くかかり(しかも測定不能ゾーンが発生)ます。
(2) 自動測定の指定
自動測定の方法は、
ゾーン位置を外側から自動的に変え、でゾーン位置の輝度が同じになるナイフ位置探し、ナイフ位置等を記録してゆきます。
[方式変更]をクリックすると、ナイフ位置を合わせるアルゴリズムを変更(方式1、方式2、方式3、方式4)できます。
| 方 式 | 説 明 |
|
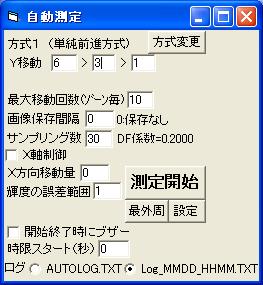 |
方式1 これは今まで(Ver3.0A12まで)の方法です。 |
|
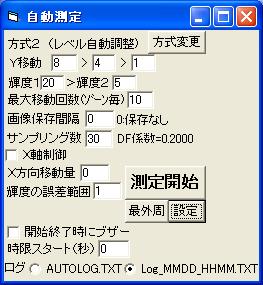 |
方式2 手動測定では、輝度差大きければ、ナイフの移動を大きく 輝度差が少なければ、ナイフの移動を小さくしますね。 これと同じことを自動測定で行います。 レベルは、輝度差で決めます。 輝度差の絶対値が輝度1より大きい場合は、レベル1になります。 輝度差の絶対値が輝度2より小さい場合は、レベル3になります。 輝度差の絶対値が輝度1と輝度2の間は、レベル2になります。 レベル1値は、隣のゾーンとのナイフ位置の差を指定して下さい。 測定するゾーンの中間あたりの値を使うと(たぶん)良いと思います。 輝度1、輝度2の設定がポイントです。 ここが適値でないと、なかなか(全く)収束しません。 実行ログを見る必要があるかもしれません。 設定のポイント |
|
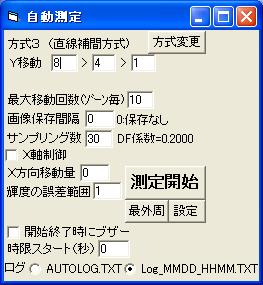 |
方式3 2ヶ所のナイフ位置の輝度差より、輝度差ゼロのナイフ位置を計算で求めます。 レベル1値は、隣のゾーンのナイフ位置の差のおよそ2/3の値を レベル1の設定を誤ると、なかなか(全く)収束しません。 |
|
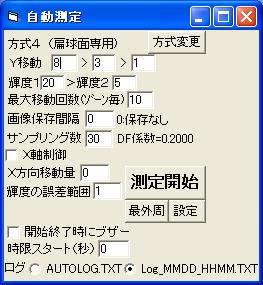 |
方式4 偏球面専用 (方式2 と同じ方法です) XYステージの暴走注意(実績なし) 方物面鏡の磨きの途中で偏球面の場合に、使用実績を連絡していただければありがたいです。 |
|
| 方式5 XYステージのスムースさをチェックできます。(実績なし) https://ss1.xrea.com/vega.s58.xrea.com/telescope/qcamft/man01/autog2.htm |
ボタン説明
[測定開始]
自動測定の開始ボタンです
[最外周に]
ゾーン位置を最外周に移動します。
[設定]
設定値を保存します。自動測定が中断することなく終わっても、設定値は保存されます。
値を変更し、自動測定を行わない場合は、このボタンで保存する必要があります。
① Y方向移動量
「方式1」
ナイフの移動量をレベル1~レベル3まで次第に細かくしながら調整します。
測定ゾーン数や口径、Fなどにより最適な値がありますので調整して下さい。
測定が成功した場合、輝度測定回数の合計がなるべく少なくなる様に調整します。
レベル3は、1/100mmにしないと1/100mmの精度の再現性は得られません。
自動測定時は、ナイフは前進しながら、左右の輝度を比較します。
前進しすぎたら、1回後退しレベルを上げ、再度前進します。
同一ゾーンで③で指定した回数ナイフを移動しても収束しない場合は、そこを測定値とします。
「方式2」
レベル1は、およそ隣のゾーンのナイフ位置の差を与えます。
レベル2は、およそ2~5程度にします。 (精度に応じて変更)
レベル3は、1~3程度にします。(精度に応じて変更)
「方式3」
レベル1は、およそ隣のゾーンのナイフ位置の差の2/3を与えます。
レベル2は、使用しません。
レベル3は、1~3程度にします。(精度に応じて変更)
「方式4」
方式2と同じです
「方式5」
レベル3のみ使用します。
② 方式2、方式4の場合表示されます
この2つの輝度の(敷居)値で、レベル1、レベル2、レベル3のいずれかが決まります。
手動測定時に、ゾーン位置の輝度差でナイフの移動量を決めるように。
輝度差の絶対値が輝度1より大きい場合は、レベル1になります。
輝度差の絶対値が輝度2より小さい場合は、レベル3になります。
輝度差の絶対値が輝度1と輝度2の間は、レベル2になります。
③ 最大移動回数(ゾーン毎)
同一ゾーンでの前後のナイフを移動する最大回数を指定します。収束しない場合は、多くしても意味ありません。
⑤の項目が小さい場合に、最大まで行く場合があります。
方式1で多くても10程度です。最大までゆく場合は、他のパラメータを調整して下さい。
(Ver3.0A19 より)
④ 画像保存間隔
測定中の画像を保存できます。 保存には、少し時間(1回で数秒)がかかるので、測定時間に影響を与えます。
0の場合は、保存しません。 1は、全てのゾーンを保存します。 2の場合、最外周ゾーンから2ゾーン毎に保存します。
Nの場合最外周ゾーンからNゾーン毎に保存します。
画像の保存場所は、Excelデータの保存と同じフォルダです。
⑤ 予備
⑥ X軸制御 Ver3.0A21 より
測定中に輝度が変化して、測定に失敗する場合があるようです。
X方向にステージを動かして、これを防止します。 方式1、方式2、方式3、方式4 で有効になります。
この制御は、マイククロメートル単位の制御をするので、X軸が正確に動かないと、かえって害を与える場合も考えら
れます。
測定結果をExcelに保存し、ゾーン位置の輝度を折れ線グラフにすると、調整に役立つと思います。
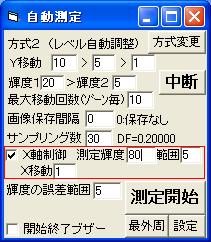 |
X軸制御をチェックした場合 ゾーンNo.1の輝度(左右の平均)を基準輝度とします。 測定輝度: 測定ゾーンの輝度の値を指定します。 |
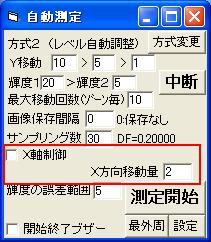 |
こちらの機能は、お勧めしません。X軸制御をチェックする方法をお使い下さい。 いずれ、この機能は削除する予定(2009.11.27) X方向移動量: Y座標の値に比例して、X軸を移動します。 Y座標値 1mm 動いた場合の X軸の動きを 1/1000mm 単位に指定します。 プラス指定 --> Y軸の前進で、Xは(右)プラスに進む マイナス指定 --> Y軸に前進で、Xは(左)マイナスに進む 但し 方式4(扁球面)では プラス指定 --> Y軸の後退で、Xは(右)プラスに進む マイナス指定 --> Y軸に後退で、Xは(左)マイナスに進む Yステージの軸と、ミラーの軸のずれによる輝度の変化に対応する目的です。 但し平行度のチェック(調整)は、はるべく(極力)行ってください。 手動で、no1ゾーンで輝度を合わせた後、中心側のゾーン位置まで前に前進 させ、そこでどれだけX方向に動かす必要があるか調べます。 これを元に、1mm当たりのXの移動量を計算し、設定値を決めます。 |
⑦ 左右ゾーン輝度の誤差範囲
左右の輝度の差がこの値以下なら、輝度が一致したと見なしそこを測定値とします。
この値の最適値は、フーコー像のコントラスト等に依存します。
値が小さいとナイフが不必要な動きが発生し、測定時間がかかります。
あまり大きすぎると、精度(再現性)良く測定できません。
モアモア(気流の乱れ)がデジタルフィルターにより取りきれない場合は、あまり小さくしても
無意味になります。
コントラストが低い場合、小さくしないと 測定精度(再現性)が低くなります。
左右の輝度測定値のいずれかが、30より小さい場合又は130大きい場合は、輝度差が誤差範囲であっても
収束した(測定値とした)扱いにはなりません。 Y、Xの移動を繰り返します。
測定する輝度は、 30より大きく 130より小さいくなるような設定にしてください。(2010.5追記)
⑧輝度測定までのサンプリング数
この値とデジタルフィルターの値は、関連しています。
実績として、係数:0.2 サンプリング:30 で普通は十分と思います。 (測定時間4秒程度)
| デジタルフィルター係数 | サンプリング数 | |||
| 1 | 0.20 | 30 | ||
| 8 | 0.10 | 60 | ||
| 9 |
調整用ツールがあります。 ダウンロードと使い方は、ここを見てください。
https://ss1.xrea.com/vega.s58.xrea.com/telescope/qcamft/demo/filter.htm
これを使った結果の表です。
細かく調整する必要
は、無いと思いますが参考まで
輝度誤差 0.32
(0.2%) の条件で
| デジタルフィルター係数 | サンプリング数 | |||
| 1 | 0.20 | 28 | ||
| 2 | 0.18 | 32 | ||
| 3 | 0.17 | 34 | ||
| 4 | 0.16 | 36 | ||
| 5 | 0.15 | 39 | ||
| 6 | 0.14 | 42 | ||
| 7 | 0.13 | 45 | ||
| 8 | 0.12 | 49 | ||
| 9 | 0.11 | 54 |
⑨時限スタート(秒)
[自動測定開始]ボタンを押すと、指定した時間を経過した後、測定開始します。
この時間までに、測定に影響しない範囲に退避して下さい。
ブザーと併用してお使い下さい。
別な部屋でお茶してる間に測定できます。装置の前でじっとしてるのは辛いものです。
ゼロを指定した場合は、即測定開始します。
又退避したことにより床の傾きが変化して測定に影響がある場合もあるので注意して下さい。
⑩開始終了ブザー (gcamft28c以降)
開始時(時限スタートがある場合は測定開始時)に1回、終了時に3回ブザーを鳴らします。
パソコンのビープ音です。
これを使用する場合は、beep.exe が必要です。 ここにあります。
解凍してqcamft.exe と同じフォルダに入れて下さい。
ブザーが3回鳴ったら、お茶終了です。
(WinXPは、1回しか鳴らないようです)
パソコンにより音量(音質)が異なります。音が小さくて実用にならない場合もあるかもしれません。
自動測定ログのファイル名のつけ方を選択します
・ AUTOLOG.TXT 名前固定で、次回に上書きされます。
・ Log_MMDD_HHMM.txt (MMDD:月日 HHMM:時分)
自動測定を中断します。測定が済んだゾーンの測定結果は表示されます。
⑩ 開始終了時にサウンド (Ver2.8M以降)現在工事中
開始時(時限スタートがある場合は測定開始時)に1回、終了時に1回サウンドを鳴らします。
サウンドが鳴っている間、測定ソフトは停止状態です。サウンド終了後に再開します。
あまり長いサウンドは、測定時間に影響を与えます。
⑪ ⑦を使用する場合のファイル名をフルパスで指定します。 wav形式のデータを指定します。
(Ver2.8M以降)
サウンドが終了るまで、測定ソフトは中断します。現在工事中
⑫ サウンドテストボタン (Ver2.8M以降) 現在工事中
テストの為に指定サウンドを鳴らします。鳴らない場合は、⑧を見なおしてください。
(注) 上記の様にサウンドは、工事中です。ブザーを使用してください。(2005.12.11記)
(3) 測定開始
自動測定ではゾーン位置をno1位置にして、おおよそ左右ゾーン輝度が同じ値になるようにナイフ位置合わせます。
測定開始はno1のゾーン位置の輝度が常に同じ値になる様にして下さい。
ゾーン測定結果が残っている場合は、記録クリアボタンを押してデータをクリアして下さい。
原点リセットは必要ありません。no1ゾーンのナイフ位置を合わせた後、Yの値は自動で0にリセットします。
「自動測定開始」ボタンで測定開始です。中断ボタンのクリック又は、F9で中断できます。
前回と同じ条件なら、自動測定フォームを表示しなくても、F4で測定開始できます。
______________________________________________
XYステージ暴走対策
XYステージは、前後左右とも原点からXが±5mm、Yが±15mmを超えた場合は測定を中止します。
範囲を変更する場合は、起動フォルダにあるqcamft..ini の 自動測定のパラメータに下記を追加します。
パラメータを指定しない場合は、Xが±5mm、Yが±15mmを指定した場合と同じになります。
[AUTOG]
・・・・・・・ 途中省略
OBX=25 注)X方向を±25mmに制限する
OBY=40 注)Y方向を±40mmに制限する
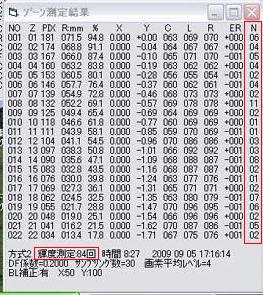
(4) 測定後
輝度測定回数および、ナイフ移動回数(Nの項目)に注目して下さい。 この回数が少なくなれば、測定時間が短くなります。
 (画像は、掲示板から拝借)
(画像は、掲示板から拝借)
回数が少なくなるようにレベル1、2、3その他(X軸制御)を調整して下さい。
ゾーン測定結果を見て下さい、ERRの値が指定した範囲内なら測定は上手くいっているものと思われます。
中心のゾーンがERRの設定範囲外の場合、中心の測定を諦める場合も必要です。(測定で無用な時間のみかかる)
詳細データを保存する場合は、EXCELに保存して下さい。Sixtestのデータも同時に吐き出されますから、
テキストファイルにはり付け、Sixtestsの入力データにすれば、鏡面精度が計算できます。
qcamftからEXCELデータを呼び出し、グラフ表示やsixtestsでの計算ができます。
上手く行った場合の上記パラメータを記録することをお勧めします。
測定後、グラフが表示されます。精度良い測定は、グラフがスムースです。
誤差グラフ(緑の線)のギザギザが少ない様に測定時のパラメータや、XYステージを調整して下さい。
 (画像は、掲示板から拝借)
(画像は、掲示板から拝借)
どうしても上手く測定できない場合は、自動測定のログと qcamft.ini
と合わせて、メールに
添付していただければ送れば、こちらで調査します。メールには、状況を詳しく書いてください。