測定の基準点について 2025.5.7 vega
今まで (qcamft-v13q.exeまで)は、No.1ゾーン(最外周)が測定の基準点でした。 X=0、Y=0 の点です。
ここが理論値のナイフ位置と一致させて(フラフの理論カーブに一致させて)測定していました。
これを見直しました。 (ver1.3s から)
1. どのゾーンでも測定の基準点に出来るようにしました。
鏡周にダウンやアップがある場合は、その部分を測定対象外として測定する場合があるかと思います。
この様な場合測定の基準点をNo.1ゾーン以外とすることで、全体をまともな形で測定することができます。
またダウンやアップの程度(値)を把握することで、(整形中ならば)磨きの方針が立てやすくなると思います。
また磨きの方針が正しいか(思ったところにカーブが付くか)グラフで判断できると思います。
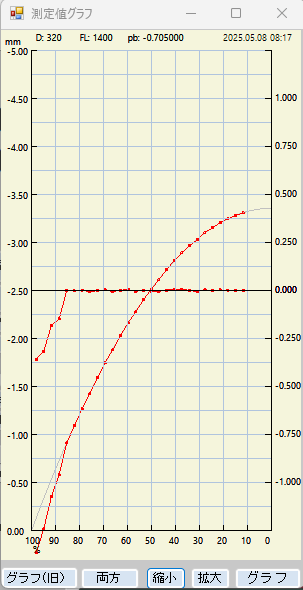
| これは No.5 ゾーンを 基準点にしています。 | ||
|
||
|
||
2. 操作方法
最初に記録したゾーンが基準点になります。 これは自動測定でも、手動測定でも。
(1) 自動測定を任意のゾーン番号から始める。
いままでNo.1 としていたのを、変えるだけです。
例えば上のグラフは、測定値をクリアした状態でNo.5ゾーンから測定しています。この例ではNo.5がX=0,Y=0となります。
次にN0.1 をスタートにして、自動測定します。 No.5になったら、中止します。 「中断」ボタンでは無く、「自動」ボタンをクリック。
アップがきつく自動測定が出来ない場合は、手動で測定します。
・明記していない方法(テストが不十分?)
ゾーン増分を -1 で No.5
又は No.4 から自動測定を始めると、測定を No.4、No.3、No2、No.1 まで行き停止します。
(2) 手動で開始ゾーンを記録し、後はNo.1ゾーンから自動測定
記録をクリアします。
開始ゾーンまでゾーン番号を変えます。(上の例では、No.5 にする)
左右のソーンを合せ込みます(Y OK、X OK にする)。
「記録}をクリック。 これで このゾーンがX=0,Y=0で記録され、ここが基準点になります。
No.1 ゾーン から自動測定を行います。
3. 注意点
基準になるゾーンは、X=0.Y=0 として記録されます。 このゾーンは、書き変え出来ません。 左右のソーン輝度が異なることに気が付いて
て、手動で書き換え操作しても無視されます。
再測定で自動測定の範囲に基準のゾーンが含まれる場合でも、左右の合せ込みは行いますが、記録は更新されません。
また基準ゾーンで、手動で記録操作(「記録」ボタンをクリック)しても、記録は更新されません。
--------------------------------------------------------------------------------------------------
追加
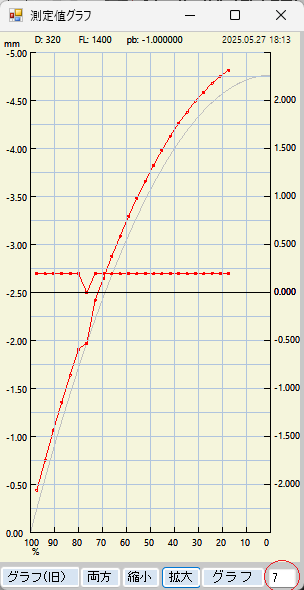
グラフのみ基準のゾーンを変更する機能を追加しました。 測定データの変化はありません。
又基準のゾーンがNo.1場合のみ使用できます。 赤丸でゾーン番号を指定。 使わない場合は、スペース。