モータースピードの調整 他 VEGA
2009.09.28
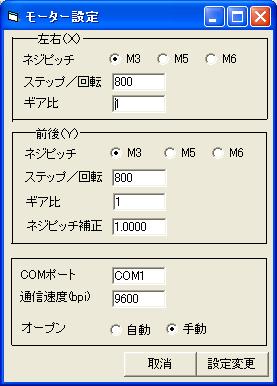 |
測定ソフトでモーター、送りねじ等を設定します。 モーターと送りねじは、独立に設定できます。
ヘッドギア付きの場合は、分母の値を設定します。 (1/75のヘッドギアの場合は、75を設定) COMポートは、使用するポートに合わせます。 通信速度は、私の作ったマイコンソフトを使用する場合は、9600にします。 オープンとは、COMポートのオープン方法です。 自動の場合は起動時にオープンし、通信テストを行います。 手動の場合は、オープンの操作が必要です。 設定した一部は、次回の起動から有効になります。 |
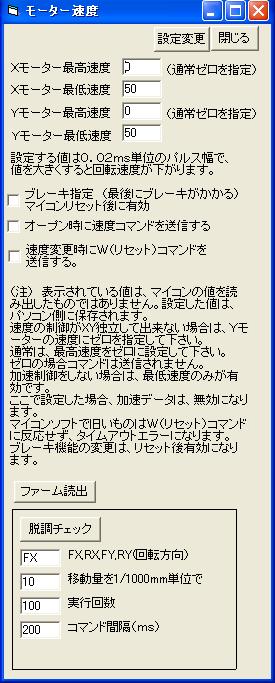 |
制御回路とモーターをつなげて、パソコンから動かしてみます。回転速度を調整 して、脱調の無いように調整します。軸が振れていると、モーターの振動が多くなり、 正確に回らない場合もあります(脱調)。大きく振れるとテーブルが左右によれて脱 線しそうになる場合もあります。測定の誤差にもなると思います。 回転速度は遅すぎても、振動が多くなります。指令より回り過ぎる場合もあります。 ステージに乗せる重量でモーターの負荷が変わるので、本番では再度調整した方が 良いでしょう。 左は、測定ソフト(QCAMFT)から回転速度を変更する画面です。 私が作ったマイコン制御ソフトでは、Xモーター最低速度、Yモ―ター最低のみが有効 です。(小さくすると、速度が速くなります)。10~255まで設定できます。 約0.02ms単位のパルス幅を指定します。 X、Yの最適速度は、同じとは限りません。負荷、振れが異なると、最適速度も異ります。 マイコンソフトの版によっては、最高速度を指定すると反応しない場合がありますが、その 場合はゼロを指定して下さい。(ゼロは送信されない) 加速データを設定している状態で、ここで設定すると、加速制御が無効になります。 又ブレーキ制御もここで指定した場合は、変更されます。 [ファーム読出] 現在のファームの状態が読み出されます。 [脱調チェック] 速度調整をして脱調しないようににします。 送りネジがM3の場合は、1mmで2回転(720度)のチェックをします。 |
| [加速制御] 加速・減速制御、ブレーキ制御すると脱調し難くなり、回転スピードも上がります。 (注)加速・減速制御、ブレーキ制御には、 |
|
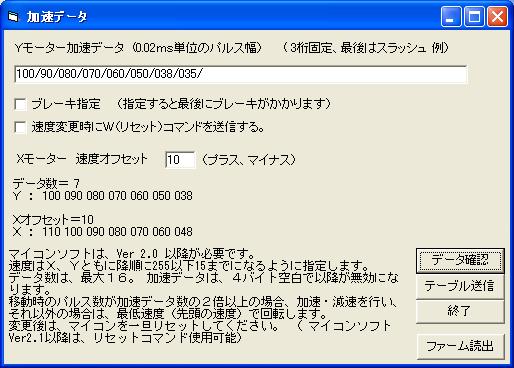 |
Yモータ加速データ 100/ のように数値3桁にスラッシュをセットにして入力します。 最大16個まで。 データは、だんだん小さくなる必要があります。 Xモーターの速度オフセット Xモータの加速データは、Yモーターのデータに±の数値を 加えて、作成します。 同じデータなら0を指定します。 左の例は、10を加えているので、Yモーターのデータより 全て10多くなっています。( 100->110 等) マイナスを与えると逆になります。 [データ確認] 加速データ、Xモーターの速度オフセットを入力後 このボタンで 加速データの確認ができます。 不正なデータは、ここでチェックします。 [テーブル送信] ここをクリックすると、加速データが ファームに送られます。
|
 |
加速・減速のデータは、左の様にExcelでグラフを見ながら検討しました。 グラフの傾きが加速度の大きさになります。 速度を入力しカーブを調整し、設定するデータを求めます。 実際にモーターを動かし、脱調が無く安定に回るデータを探します。 accdat.lzh (6KB) X軸はデータ数、Y軸は回転速度です。 回転速度(パルス/秒)と、設定値(0.02ms単位のパルス幅)との関係は、 パルスレート(PPS) = 1 / (設定値 × 0.00002 ) となっています。 グラフは回り始めの加速時ですが、停止する場合はスピードは逆になり(徐々に減速) ます。 |
 |
送りねじのバックラッシュ対策 (a) 一方向からの位置決め (Ver2.1以降) Y方向は、ナイフを後退(ミラーから離す方向) に動かした場合は、指定した距離をさらに移動させ、元に戻すことにより
(注) ステージをゴム等で引っ張ったほうが、さらに良いかもしれません。 |
 |
XYステージのファームの状態がどうなってるか、調べる機能です。 任意コマンド送信の [ファーム読み出し] をクリックするとファームの状態がわかります。
モーター速度、加速データ設定内の ボタンからも使用できます。 |